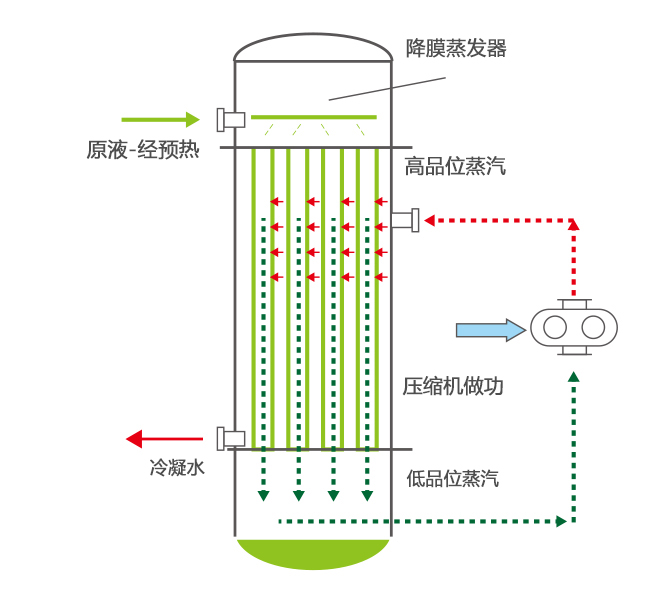
MVR技术简介
MVR是机械蒸汽再压缩的简称,是利用蒸发系统自身产生的二次蒸汽潜热,从而减少对外界能源需求的节能技术。早在60年代,德国和法国已成功将该技术用于化工、食品、造纸、医药、海水淡化及污水处理等领域。奇彩环境拥有大量的多效蒸发和MVR项目设计和工程案例。
MVR技术特点
- 蒸发设备紧凑,占地面积小,省去冷却系统
- 对于需要扩建蒸发设备而供汽,供水能力不足,场地不够的现有工厂,特别是低温蒸发需要冷冻水冷凝的场合,可以收到既节省投资又取得较好的节能效果
- 凡单效和多效蒸发器适用的物料,均适用采用MVR蒸发器,具有完全可替代性,并具有更优良的环保与节能特性
- 单位能量消耗低、运行费用低、运行平稳,自动化程度高,操作成本低
- 工艺简单,实用性强,公用工程配套少,工程总投资少
- 采用低温负压蒸发(40-100℃),有利于防止被蒸发物料的高温变性