MVR Technology Introduction
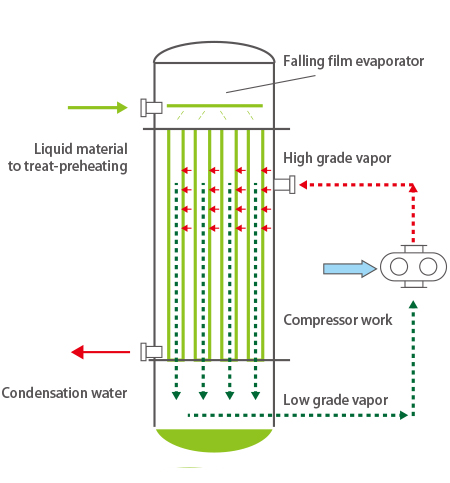
Qicai ECO has many successful projects involving multi-effect Evaporation and MVR systems. MVR is short for Mechanical Vapor Recompression. In the MVR system the secondary steam produced from the evaporation of the feed water is compressed to a higher pressure and enthalpy by a steam compressor and then used to heat the incoming feed water. MVR is therefore an energy efficient technology which greatly reduces the demand of energy. Since early 60’s, the technology has been successfully applied to various industries such as chemical, food, pharmaceutical, papermaking, seawater desalination and effluent treatment industries (first in France and Germany)
Technology Features
- MVR is suitable for companies which require building new evaporation equipment for the supply of steam but facing shortage of water. When chilled water condensation is required for the low temperature evaporation, the application of the technology would aid companies to achieve significant energy and investment savings simultaneously
- Materials that are suitable for single and multiple effect evaporation treatment would also be suitable for MVR evaporation treatment. MVR evaporator is however more energy-saving and environmental friendly
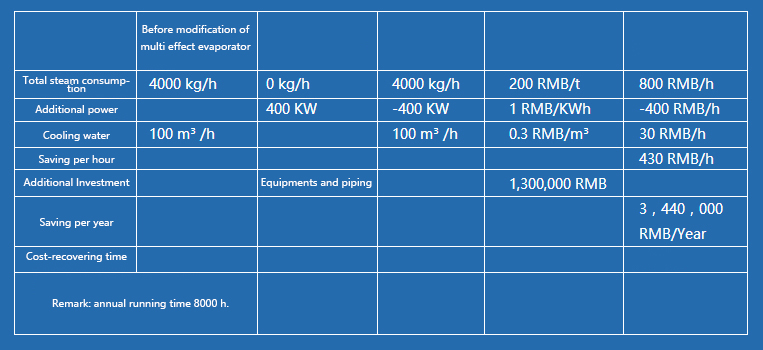
- The energy consumption and operation cost of the MVR system is lower than that of the multi effect system and it is easy to operate with high stability and level of automation
- Using low temperature negative pressure evaporation (40-100℃) can prevent the degeneration of materials under high temperature